Hoe te voorkomen dat defecten zoals bubbels, stromingsmarkeringen en vervorming in het productieproces van gouden acrylplaten vermijden?
(I) vermijd bubbels
Grondstofregeling
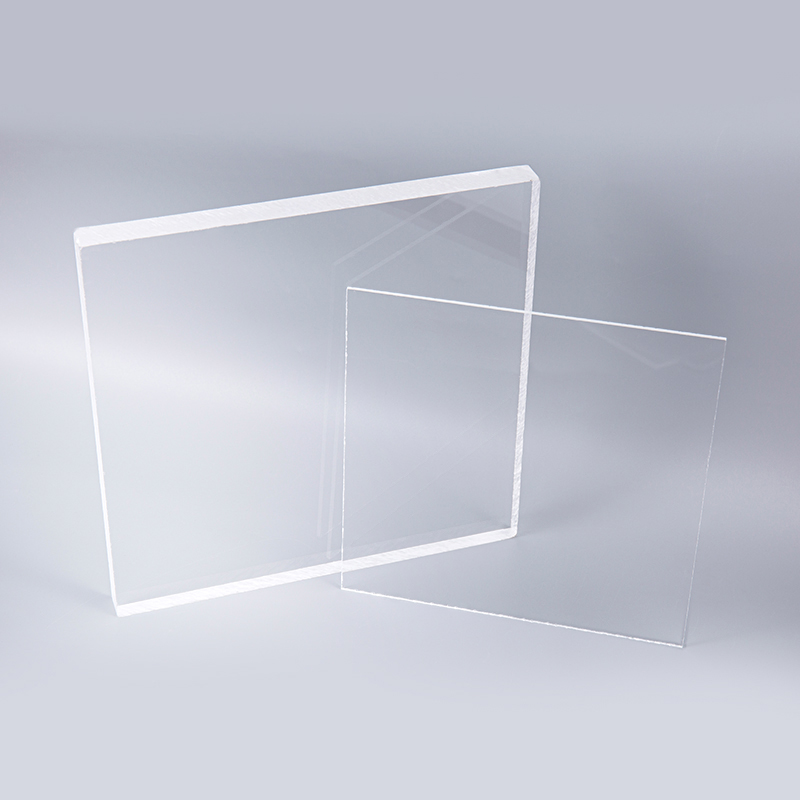
Gouden acrylblad Materialen bevatten kleine gouden pailletten om een luxueus effect te creëren, en de kwaliteit van grondstoffen beïnvloedt direct het genereren van bubbels. Bij de aankoop van grondstoffen worden leveranciers strikt gescreend om ervoor te zorgen dat de gebruikte acryl -grondstoffen van hoge zuiverheid en weinig onzuiverheden zijn. Voor de additieven van gouden pailletten wordt ook strikte testen uitgevoerd om ervoor te zorgen dat ze een goede compatibiliteit hebben met acryl -grondstoffen. Voordat elke reeks grondstoffen bijvoorbeeld de fabriek binnengaat, worden bemonstering en testen uitgevoerd en worden belangrijke indicatoren zoals vochtgehalte en molecuulgewichtverdeling in de grondstoffen getest via professionele chemische analyse -instrumenten. Alleen grondstoffen die aan strikte normen voldoen, kunnen de productielink binnenkomen, waardoor de mogelijkheid van bubbels wordt veroorzaakt door grondstofproblemen uit de bron.
In termen van opslag van grondstoffen is een speciale constante temperatuur- en vochtige magazijn opgezet. Acryl -grondstoffen zijn gevoelig voor de vochtigheid van het milieu. Overmatige vochtigheid kan ertoe leiden dat de grondstoffen vocht absorberen en het vocht wordt verwarmd en verdampt om bellen te vormen tijdens het verwerkingsproces. Het magazijn is uitgerust met geavanceerde temperatuur- en vochtregelingsapparatuur om de temperatuur te regelen bij 25 ± 2 ℃ en de vochtigheid bij 40%± 5%, zodat de grondstoffen altijd in goede staat zijn tijdens opslag.
Productieproces optimalisatie
In het gietproces van acrylplaten wordt een vacuümafnamesproces gebruikt. In de raammixfase worden de gemengde materialen in een vacuümomgeving geplaatst en wordt de lucht in de materialen geëxtraheerd door een vacuümpomp. Door de vacuümdiploma en het ontgassingstijd nauwkeurig te regelen, bereikt de vacuümgraad over het algemeen -0,095MPa tot -0,1MPa, en de ontgassingstijd wordt geregeld van 30 minuten tot 2 uur volgens de materiaalhoeveelheid en de prestaties van de apparatuur, die de bubbelkernen in het materiaal effectief kan verwijderen. In grootschalige productieapparatuur worden bijvoorbeeld de vacuümdiploma en het ontgassingstijd in realtime gemonitord door een geautomatiseerd besturingssysteem om de stabiliteit en consistentie van het ontgasseringsproces te waarborgen.
In de spuitgietfase zijn de spuitgietparameters geoptimaliseerd. Een te snelle spuitgietsnelheid kan gemakkelijk ervoor zorgen dat lucht in het materiaal wordt getrokken om bubbels te vormen. Daarom heeft het technische team van het bedrijf de optimale spuitgietnelheidscurve voor gouden acrylplaten bepaald na een groot aantal experimenten. Aan het begin van spuitgieten wordt een lagere injectiesnelheid gebruikt om het materiaal de schimmelholte langzaam te laten vullen en de kans te verminderen dat lucht wordt ingetrokken. Terwijl de holte geleidelijk wordt gevuld, wordt de injectiesnelheid op de juiste manier verhoogd om ervoor te zorgen dat het materiaal snel de gehele holte kan vullen. Tegelijkertijd worden de injectiedruk en het vasthouden van de tijd nauwkeurig geregeld om de krimp van het materiaal en het genereren van bubbels te voorkomen als gevolg van onvoldoende druk of te korte houdtijd.
Onderhoud en schoonmaak van apparatuur
De netheid van productieapparatuur heeft ook een belangrijke impact op het genereren van bubbels. Na het einde van de productie elke dag worden de spuitgietmachine, schimmel en andere apparatuur grondig gereinigd. Gebruik speciale reinigingsmiddelen en reinigingsgereedschap om de resterende materialen op het oppervlak en de binnenkant van de apparatuur te verwijderen. Voor mallen, regelmatige demontage en reiniging, vooral de lopers, poorten en andere delen van de schimmel, om ervoor te zorgen dat er geen materiële accumulatie en onzuiverheden overblijven. Het gebruik van ultrasone reinigingsapparatuur om de schimmel diep te reinigen, kan bijvoorbeeld kleine deeltjes en vuil effectief verwijderen die moeilijk op het schimmeloppervlak te reinigen zijn, waardoor deze onzuiverheden de kern van bubbels worden tijdens het productieproces.
Houd de apparatuur regelmatig onder en controleer de afdichtingsprestaties van de apparatuur. Als er een probleem is met de afdichtingsprestaties van het vat, de schroef- en scheidingoppervlak van de spuitgietmachine, kan lucht gemakkelijk het materiaal binnendringen en bubbels genereren. De technici controleren en vervangen de afdichtingen van de apparatuur op regelmatige tussenpozen om ervoor te zorgen dat de apparatuur altijd een goede afdichtstatus onderhoudt tijdens het productieproces.
(Ii) Vermijd stroommerken
Optimalisatie van schimmelontwerp
De schimmel is een van de belangrijkste factoren die de kwaliteit van acrylplatengieten beïnvloeden. Het loperontwerp van de mal neemt een gebalanceerd loper -systeem aan om ervoor te zorgen dat het materiaal gelijkmatig in elke holte van de mal kan worden gevuld. De dwarsdoorsnedevorm en de grootte van de loper worden nauwkeurig berekend, en in het algemeen wordt een trapeziumvormige of cirkelvormige dwarsdoorsnede gebruikt. De diameter van de loper ligt tussen 6 mm en 12 mm, afhankelijk van de productgrootte en het injectievolume. Voor grootschalige gouden acrylplaatvormen bijvoorbeeld, wanneer een multi-cavity-ontwerp wordt aangenomen, wordt de stroom van het materiaal in de loper gesimuleerd door CAE-simulatie-analysesoftware en wordt de runner-lay-out geoptimaliseerd om de stroomsnelheid en drukverdeling van het materiaal in elke holte uniform te maken, waardoor de generatie van stromingsmerken wordt verminderd.
Het poortontwerp van de mal is ook cruciaal. Selecteer volgens de vorm, grootte en uiterlijkvereisten van het product het juiste poorttype. Voor gouden acrylplaten met hoge vereisten voor oppervlaktekwaliteit worden meestal puntpoorten of latente poorten gebruikt. Puntpoorten stellen materialen in staat om met een hogere snelheid de holte binnen te gaan, de poortmarkeringen te verminderen en de stroomrichting van materialen te regelen. Latent poorten kunnen automatisch de poort afsnijden wanneer het product wordt gedempt om te voorkomen dat er duidelijke poortlittekens op het oppervlak van het product achterlaten. De locatie en het aantal poorten zijn zorgvuldig ontworpen en de beste locatie wordt bepaald door simulatieanalyse, zodat het materiaal de holte soepel kan vullen en stroomstroom kan voorkomen die worden veroorzaakt door slechte materiaalconvergentie.
Aanpassing van de spuitgietproces
De spuitgiettemperatuur heeft een directe impact op de vloeibaarheid van het materiaal, wat op zijn beurt het genereren van stroommerken beïnvloedt. Het optimale spuitgiettemperatuurbereik voor gouden acrylplaten werd bepaald door experimenten. Over het algemeen wordt de spuitgiettemperatuur geregeld tussen 210 ℃ en 230 ℃. Binnen dit temperatuurbereik kunnen acrylmaterialen een goede vloeibaarheid hebben, kunnen de schimmelholte gelijkmatig vullen en stromingsmerken verminderen die worden veroorzaakt door een slechte materiaalstroom. Tegelijkertijd wordt tijdens het productieproces de temperatuur van elke sectie van het vat in realtime gecontroleerd en aangepast door het temperatuurregelsysteem van de spuitgietmachine om de temperatuurstabiliteit te garanderen.
Pas de coördinatie van spuitgietdruk en snelheid aan. Tijdens het spuitgietproces zullen veranderingen in spuitgietdruk en snelheid de stroomstatus van het materiaal in de holte beïnvloeden. Het technische personeel van het bedrijf formuleert redelijke injectiedruk en snelheidscurves volgens de feitelijke situatie van het product. In de vroege fase van het vullen worden een lagere injectiesnelheid en de juiste injectiedruk gebruikt om het materiaal langzaam en soepel in de holte te laten binnenkomen, waardoor de hoge snelheidsimpact van het materiaal op de muur van de schimmelholte straaltekens wordt vermeden. Omdat de holte geleidelijk wordt gevuld, wordt de injectiesnelheid op de juiste manier verhoogd en wordt de injectiedruk tegelijkertijd aangepast om ervoor te zorgen dat het materiaal snel de gehele holte kan vullen, en in de drukbehoudstadium, door redelijke drukregeling, kan het materiaal volledig compenseren voor de volumeverandering die wordt veroorzaakt door koelrimping en het uiterlijk van de stroomtekens te verminderen.
Schimmeloppervlakbehandeling
De afwerking van het schimmeloppervlak heeft een grote invloed op de oppervlaktekwaliteit van het gouden acrylplaat. Geavanceerde polijstapparatuur en technologie worden gebruikt om de ruwheid van het schimmeloppervlak te verminderen tot tussen RA0.01μm en RA0.05μm. Het gladde schimmeloppervlak kan het materiaal tijdens het proces soepeler laten stromen, de wrijving tussen het materiaal en het schimmeloppervlak verminderen en dus de mogelijkheid van stromingsmerken verminderen. Voor het kern- en holtevooroppervlak van de mal wordt bijvoorbeeld het polijstproces van diamantpasta gebruikt. Na meerdere processen van fijn polijsten bereikt het schimmeloppervlak een spiegeleffect, dat de oppervlaktekwaliteit van het product effectief verbetert.
Controleer de coatinghoeveelheid en uniformiteit bij het toepassen van het afgifte -middel op het schimmeloppervlak. De hoofdfunctie van de release -agent is om het product soepel te helpen, maar als het niet correct wordt toegepast, kan dit stromingscijfers veroorzaken. Het bedrijf gebruikt professionele release -agent spuitapparatuur om ervoor te zorgen dat de release -agent gelijkmatig op het schimmeloppervlak is gecoat door de spuitdruk, het stroomsnelheid en de spuittijd nauwkeurig te regelen. Selecteer tegelijkertijd een release -agent met uitstekende kwaliteit en goede compatibiliteit met het gouden acrylblad om te voorkomen dat het vrijgavemiddel bijwerkingen tijdens het materiaalstroomproces heeft.
(Iii) Vermijd vervorming
Productstructuurontwerpoptimalisatie
Voor gouden acrylplaten met een groot gebied is de ribstructuur redelijk ontworpen. De lay -out en de grootte van de ribben worden nauwkeurig berekend, die niet alleen de sterkte van het product kunnen verbeteren, maar ook effectief kunnen voorkomen dat het product vervormt als gevolg van ongelijke krimp tijdens het vormproces. Bij het ontwerpen van een groot gouden acryl decoratief paneel voor luxe interieurontwerp worden bijvoorbeeld een bepaald aantal en hoogte van het versterken van ribben gelijkmatig verdeeld op de achterkant van het paneel volgens het size- en gebruiksscenario van het paneel. De hoogte van de versterkende ribben ligt in het algemeen tussen 3 mm en 5 mm en de breedte ligt tussen 2 mm en 3 mm. Door dit structurele ontwerp wordt de stijfheid van het product verbeterd en wordt het risico op vervorming verminderd.
Controleer de uniformiteit van de wanddikte van het product. Ongelijke wanddikte is een van de belangrijkste redenen voor de vervorming van acrylpanelen. Probeer bij het ontwerpen van producten de wanddikte van het product consistent te houden. Voor sommige producten met speciale vormen, vermijd plotselinge veranderingen in wanddikte door een redelijk overgangsontwerp. In de schimmelontwerpfase wordt de wanddikte van het product geoptimaliseerd en geanalyseerd met behulp van CAE -simulatie -analysesoftware om ervoor te zorgen dat de uniformiteit van de wanddikte de beste toestand bereikt en tegelijkertijd aan de functionele vereisten van het product voldoet. Voor een gouden acryl-displaystandaard met een speciaal gevormde structuur wordt bijvoorbeeld de vorm van de vormkern en de holte aangepast tijdens het ontwerp om de wanddikteafwijking van het product in elk deel binnen ± 0,2 mm te regelen, waardoor de mogelijkheid van vervorming effectief wordt verminderd.
Optimalisatie van spuitgietproces
Het ontwerp en de controle van het koelsysteem hebben een belangrijke invloed op de vervorming van het gouden acrylpaneel. Een efficiënt koelsysteem is ontworpen in de mal. De lay -out van het koelwaterkanaal is zorgvuldig gepland om ervoor te zorgen dat alle delen van de mal gelijkmatig kunnen worden gekoeld. De diameter van het koelwaterkanaal ligt in het algemeen tussen 8 mm en 12 mm. Door redelijke opstelling en verdeling wordt het temperatuurverschil op het schimmeloppervlak binnen een klein bereik geregeld. In grote spuitgrepen wordt bijvoorbeeld een circulerende koelmethode gebruikt om de stroomsnelheid van het koelwater en de watertemperatuur te regelen, zodat de schimmel tijdens het injectieproces gelijkmatig kan worden gekoeld. Het stroomsnelheid van het koelwater wordt in het algemeen geregeld tussen 1,5 m/s en 2,5 m/s, en de watertemperatuur wordt geregeld tussen 20 ℃ en 30 ℃, zodat het product gelijkmatig kan krimpen tijdens het koelproces en de vervorming kan verminderen.
Optimaliseer het houdproces. De keuze van het vasthouden van tijd en druk is direct gerelateerd aan de krimp en vervorming van het product. Door experimenten en simulatieanalyse heeft het bedrijf de optimale houdparameters bepaald voor gouden acrylplaten van verschillende grootte en diktes. Tijdens de houdstadium wordt de houddruk geleidelijk verlaagd om overmatige compressie van het product te voorkomen als gevolg van overmatige druk, wat rebound -vervorming veroorzaakt na demolding. Tegelijkertijd wordt de houdtijd redelijkerwijs gecontroleerd om ervoor te zorgen dat het product volledig is gekoeld en in de mal is gevormd. Over het algemeen is de houdtijd tussen 10 seconden en 30 seconden volgens de dikte van het product. Voor een gouden acrylplaat met een dikte van 3 mm is de houdtijd bijvoorbeeld ingesteld op ongeveer 15 seconden en wordt de houddruk ingesteld op 60% tot 70% van de injectiedruk in het begin en vervolgens geleidelijk verlaagd tot 30% tot 40% tijdens het houdproces.
Postverwerkingsproces
Een goede nabewerking van het gevormde gouden acrylplaat kan de vervorming verder verminderen. Plaats het product in een oven op een specifieke temperatuur en houd het gedurende een bepaalde tijd op een bepaalde temperatuur om de stress in het product vrij te geven. De warmtetemperatuur wordt in het algemeen geregeld op 10 ℃ tot 20 ℃ onder de glasovergangstemperatuur van acryl, dat wil zeggen tussen 100 ℃ en 110 ℃, en de houdtijd varieert van 30 minuten tot 2 uur volgens de dikte en grootte van het product. Voor een 4 mm dik gouden acrylblad kan het bijvoorbeeld 1 uur in een oven bij 105 ℃ houden, de restspanning in het product effectief elimineren en het risico op vervorming verminderen.
Neem passende beschermende maatregelen tijdens productverpakkingen en transport. Gebruik op maat gemaakte verpakkingsmaterialen zoals schuimborden, bubbelfilms, enz. Om het gouden acrylblad in lagen te verpakken om ervoor te zorgen dat het product niet wordt geperst en in botsing wordt gebracht door externe krachten tijdens transport. Overweeg tegelijkertijd bij het ontwerpen van de verpakking de vorm en grootte van het product, rangschik de plaatsing van het product redelijkerwijs en vermijd vervorming veroorzaakt door wederzijds knijpen van de producten in de verpakking. Gebruik bijvoorbeeld voor een gouden acrylplaat met een standaardgrootte van 1250 x 2450 mm, een speciaal ontworpen houten verpakkingsdoos en zet je geschikte ondersteuning en dempingmaterialen in de doos op om de integriteit van het product te waarborgen tijdens het transport van lange afstand.